

MCA JTL
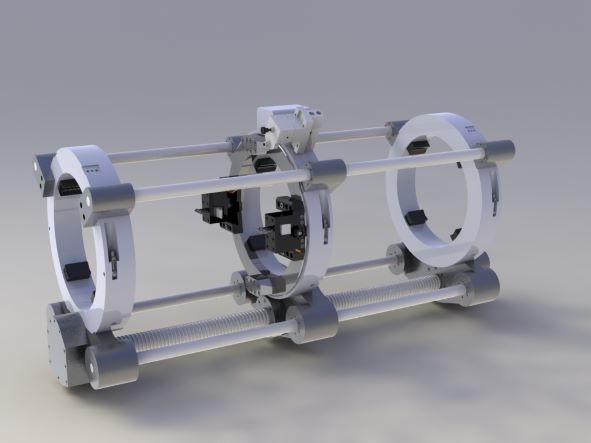
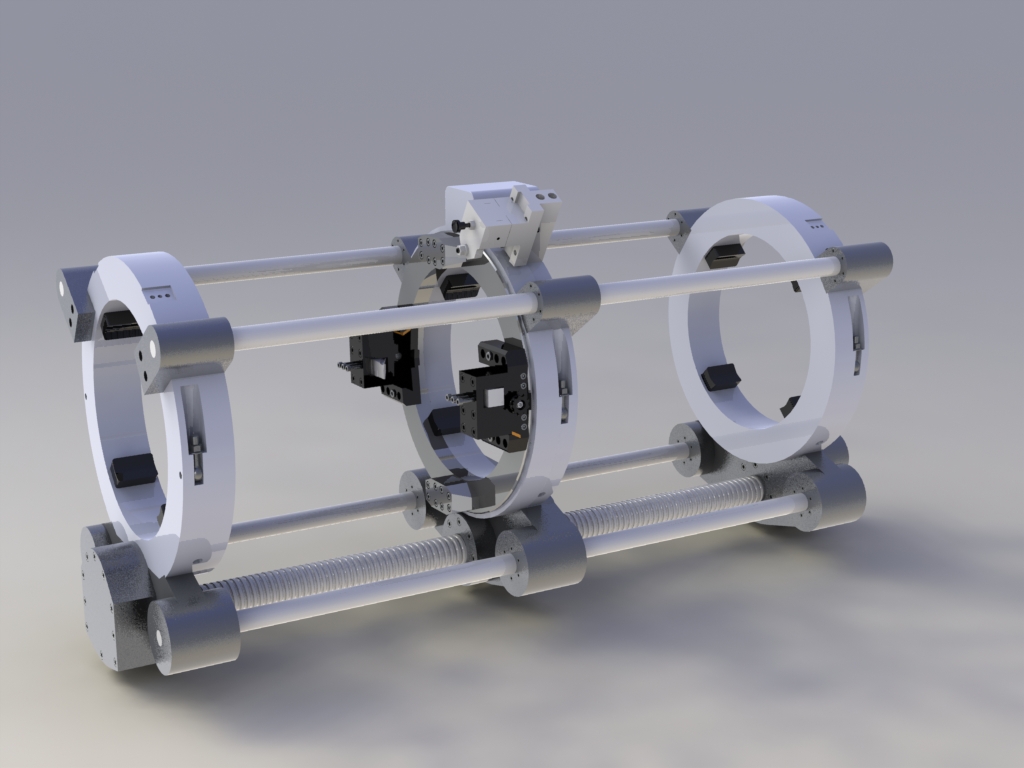
Мобильная токарная установка создана на базе хорошо зарекомендовавшего себя труборезного станка серии «MINICUTTER».
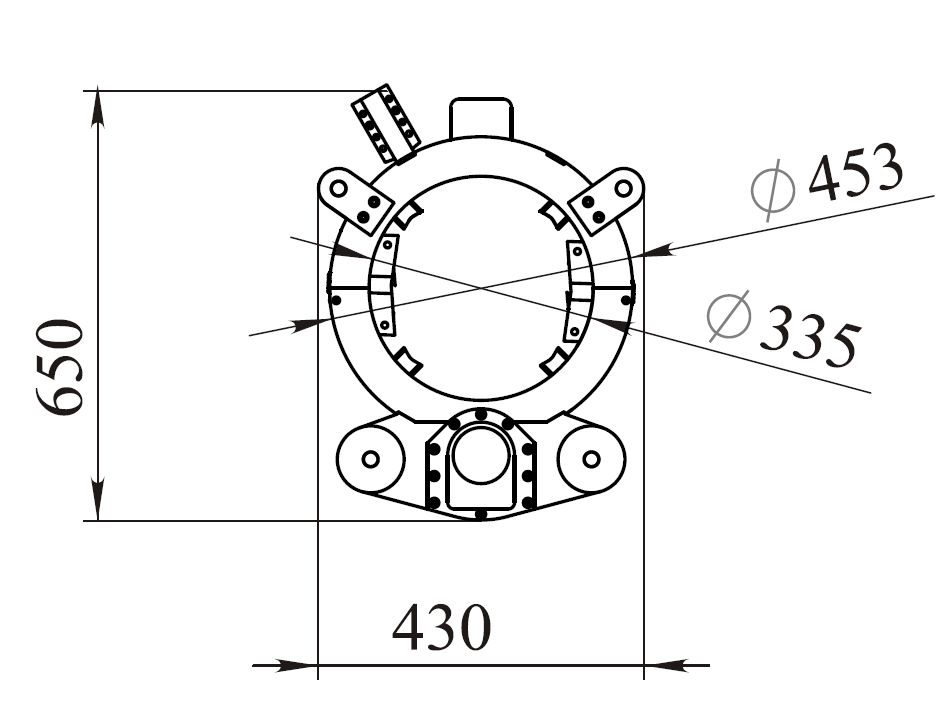
Станок предназначен для обточки валов, труб, осей и других цилиндрических деталей диаметром от 152 до 305 мм в том числе с наплавленным поверхностным слоем прочностью в зоне обработки не более 48 - 54 HRV.
Для нарезки наружной резьбы на обсадных трубах соответствующего диаметра.
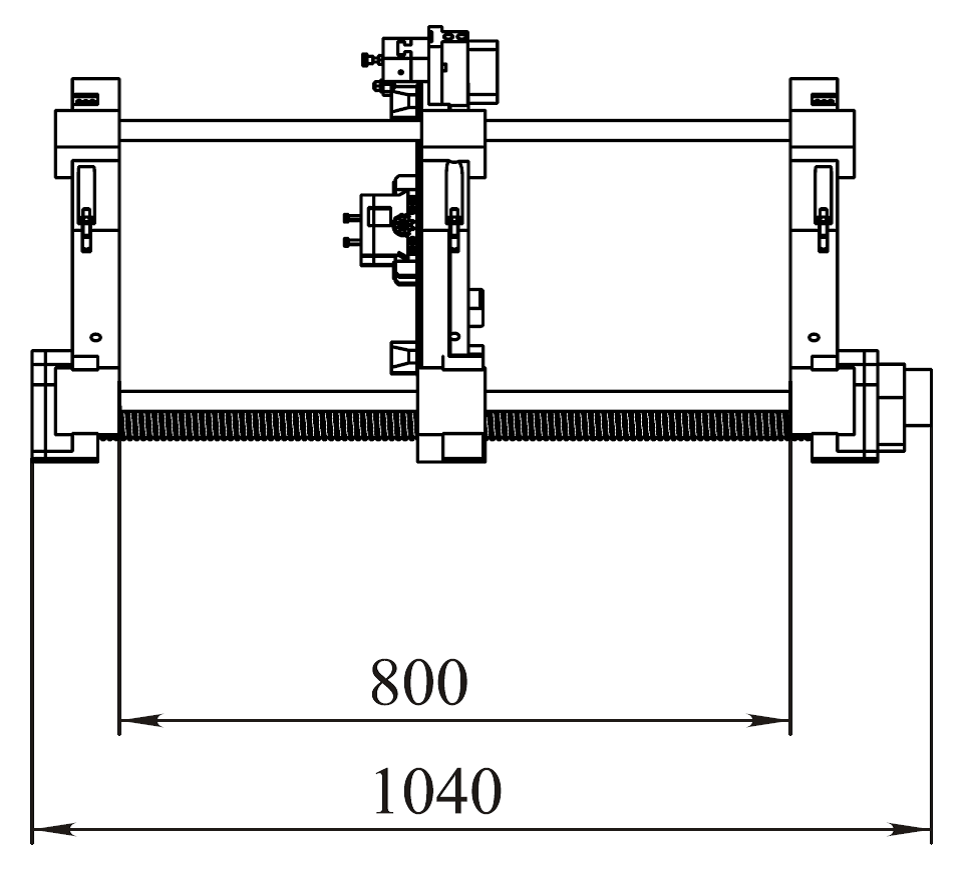
Станок имеет рабочую длину не менее 800 мм, габаритная длина станка 1040 мм, рабочая зона обработки без переустановки 600 мм; (возможны изменения этих параметров в зависимости от требования заказчика).
Станок обеспечивает чистоту обработанной поверхности после чистового прохода, не нижи Ra 3,2 мкм.
Станки предназначены для работы, как в полевых условиях, для эксплуатации в климатических условиях У3 по ГОСТ 15150.
Станок комплектуется поддоном для рециркуляции СОЖ.
Станки оснащаются электро или гидроприводом. Станки, оснащенные гидроприводом, подключаются к стандартной гидростанции для станков «MINICUTTER» или «SUPERCUTTER» .
Описание принципов работы станка
- Станок устанавливается на цилиндрическую деталь соответствующего диаметра и длины.
- Станок устанавливается поэтапно:
- Устанавливается система из верхних полуколец с двумя продольными направляющими и винтом продольного привода
- К ним пристегивается система нижних полуколец с продольными направляющими
- На собранный станок одеваются суппорта
- Подключаются шланги гидропривода
- Включается в розетку шкафа управления гидростанции кабель питания привода продольной подачи
- В суппорте устанавливаются резцы
- Производится настройка глубины осевой подачи
- Включается привод главного движения
- Включается привод продольной подачи
- Обработка происходит согласно технологическим режимам
- Разборка станка и снятие его с детали производится в обратном порядке
Для нарезания наружной резьбы на обсадных трубах станок комплектуется соответствующим винтом продольного привода, который соответствует шагу резьбы на обсадной трубе.
Для обеспечения конусности резьбы на обсадных трубах, на суппорт устанавливается конусный шаблон соответствующий требуемой конусности резьбы.
Порядок обработки
Обработка детали, в зависимости от первоначальной шероховатости поверхности, твердости, глубины обработки должна производиться в несколько последовательных технологических этапов: черновая обработка с припуском на чистовую обработку, чистовая обработка. Типы резцов и последовательность операций по обработки поверхности на основные типовые детали поставляется в комплекте на основании технического задания.
Нарезание резьбы обеспечивается за счет применения резцов форма режущих граней, которых должна соответствовать типу требуемой резьбы. Направление вращения резьбы также обеспечивается за счет применения сменного винта продольного привода.
Станок так же позволяет производить отрезание трубы в размер и с одновременным формированием фаски. Для этой операции станок комплектуется специальным внутренним разжимным центратором.
Жесткая конструкция крепления разъемной рамы и суппортов станка на изделии, гарантирует жесткость системы инструмент – деталь и совмещение начальной и конечной точек траектории движения резца, а так же отрезание трубы в плоскости, перпендикулярной оси трубы. Специальный инструментальный суппорт-копир обкатывает трубу по наружной или внутренней поверхности трубы, обеспечивая точное формирование геометрии соответствии с овальностью трубы. Для обточки без учета овальности трубы копировальный модуль суппорта просто фиксируется.
Конструкция суппорта позволяет быстро менять резец без демонтажа станка с трубы, при этом резец жестко закреплен в суппорте, что исключает вибрацию системы инструмент – деталь.
Комплект базовой поставки
В комплект базовой поставки входят:
Два копировальных суппорта в защищенном исполнении
Станки «FAST» комплектуются электрическими, пневматическими или гидравлическими двигателями.
Режущий инструмент
На станок устанавливается до двух резцов, хотя чистовая обработка выполняется одним резцом.
Станок может комплектоваться широкой гаммой резцов под различные технологические задачи, в том числе проходными, отрезными, резьбовыми под разные типы резьбы. Вместо резцов могут устанавливаться твердосплавные накатные ролики.
Дополнительная комплектация
Все станки могут быть снабжены системой автоматической подачи СОЖ. Применение СОЖ, интенсифицирует процесс резания, повышает стойкость резца, исключая поджег металла и следовательно обезуглероживание поверхностного слоя металла. Наличие специального поддона для сбора стружки, сбора, фильтрации и рециркуляции СОЖ, обеспечивает ее экономное расходование, экологическую чистоту использования станка.
Поддон подключен к электропитанию от 24 В постоянного тока, расположенным на щите гидростанции, что соответствует нормам техники безопасности.
Допускается эксплуатация станка без использования СОЖ, в том числе при отрицательных температурах окружающей среды.
В случае отказа от применения СОЖ потребуется: снижение интенсивности режимов резания — скорости резания, скорости подачи и глубины резания, это приведет к снижению производительности станка.


Станки с гидравлическим приводом являются наиболее оптимальным вариантом комплектации по мощности и надежности. Гидростанция рассчитана на непрерывную трехсменную работу. Она имеет выход 24 В постоянного тока для запитывания поддона. В комплект поставки входят гидро - шланги длиной 15 метров и блок дистанционного управления гидростанцией с длиной кабеля 10 метров.
Для эксплуатации станка в зимних условиях эксплуатации в полевых условиях применяются гидростанции зимнего исполнения. Данная гидростанция может эксплуатироваться при температуре то +50 до – 30 C°.