



PFM
Станок PFM предназначен для формирования кромки под сварку на торцах труб. Станок спроектирован и изготавливается для работы в тяжелых полевых условиях: для работы на трассе и в составе трубосварочных баз.
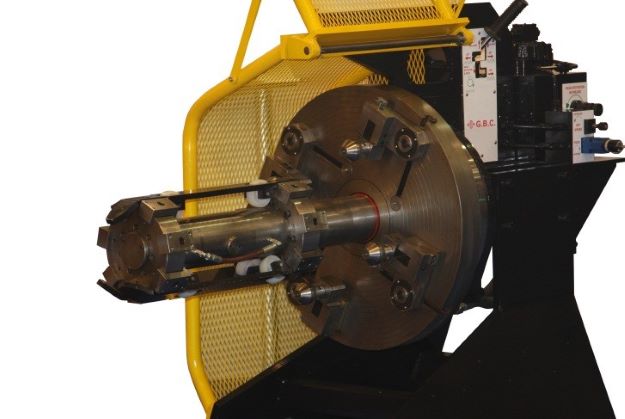
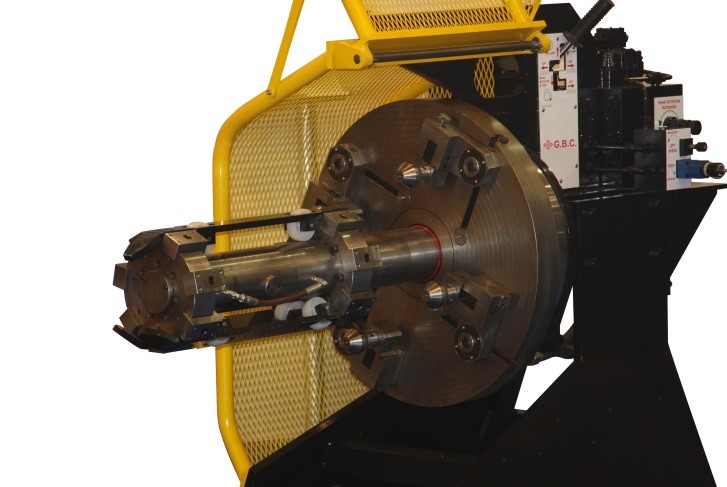
Обработка производится четырьмя инструментальными суппортами, установленными на приводную планшайбу.
Обработка осуществляется радиальным вращением планшайбы (главное движение) и ее осевой подачей (движение подачи).
Технические Характеристики
| Наименование | Ед. Измерения | PFM H1 | PFM H2 | PFM H3 | PFM H4 | PFM H5 |
|---|---|---|---|---|---|---|
| Диаметр обрабатываемых труб | мм | 120-355 | 120-355 | 120-355 | 120-355 | 120-355 |
| Толщина стенки | мм | 6-30 | 6-30 | 6-40 | 10-40 | 10-50 |
| Частота вращения планшайбы | мин-1 | 0-120 | ||||
| Подача планшайбы, (бесступенчатая) | мм/об | 0-0,17 | ||||
| Скорость рабочего перемещения планшайбы (бесступенчатая) | мм/мин | 0-20 | ||||
| Наибольшая длина хода планшайбы | мм | 100 | ||||
| Давление в гидросистеме станка | МПа | 15 | ||||
| Количество фиксирующих рядов на бабке | шт | 2 | ||||
| Количество цилиндров, в переднем/заднем ряду | шт | 7/7 | ||||
Инструмент
В инструментальный суппорт устанавливаются резцы со сменными многогранными твердосплавными пластинами. Смена режущего инструмента производится за 30 секунд. Максимальная скорость вращения планшайбы в процессе резания (под нагрузкой) составляет 120 оборотов в минуту.

Например, чистое время переточки кромки с углом 30º на трубе диаметром 720 мм и с толщиной стенки 17,5 мм составит 35 секунд.
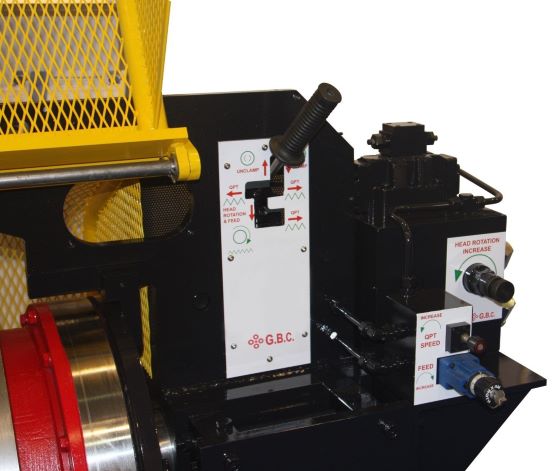
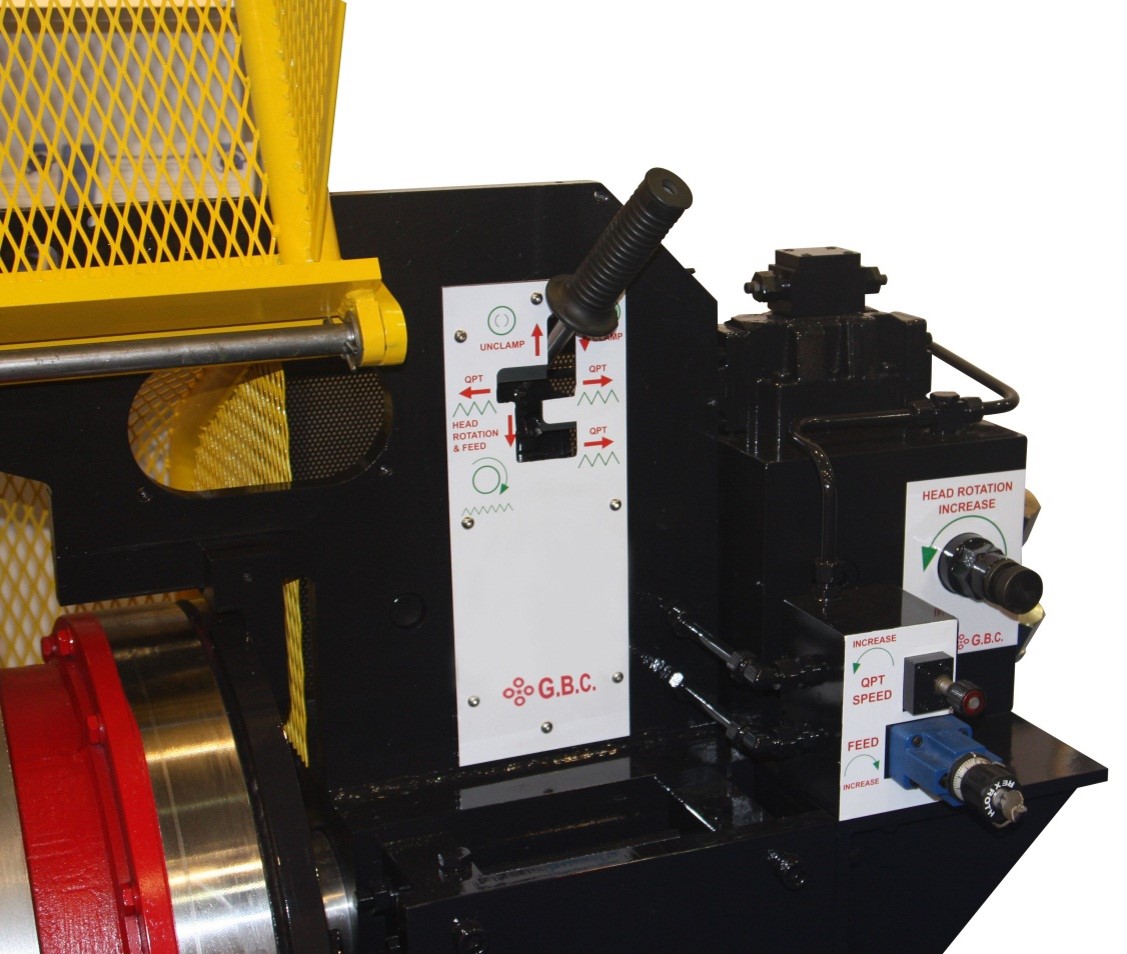
Управление всеми функциями гидросистемы обеспечивается единым рычагом управления. Изменение его положения производит запуск/остановку вращения планшайбы, изменение направления ее движения вправо/влево, подача планшайбы вперед/назад, зажим/разжим трубы на бабке.